

引言
隨著人們(men) 對健康和環保的重視以及塗料行業(ye) 的技術發展,水性漆作為(wei) 一種革命性的環保塗料,已經被廣泛的應用於(yu) 房屋建築、家具製作、室內(nei) 裝修、工業(ye) 工程等領域,但是目前在國內(nei) 鐵路機車檢修行業(ye) ,仍然采用的是傳(chuan) 統油性漆進行塗裝,傳(chuan) 統油性漆在環境、倉(cang) 儲(chu) 、運輸、施工、廢棄物處理及人身安全等方麵都存在著諸多弊端,近來來,一些工廠油性漆中毒和油性漆著火、爆炸等事故頻頻發生,水性漆的出現,彌補了傳(chuan) 統油性漆在環保、安全和職業(ye) 健康方麵的缺點,因此采用水性漆塗裝、升級塗裝工藝是以後機車檢修行業(ye) 塗裝發展的方向和趨勢。
一、水性漆及其優(you) 點
水性漆是一種以高分子樹脂為(wei) 基材,在生產(chan) 中以水為(wei) 溶劑、在施工中用水稀釋的新型塗料。水性漆屬於(yu) 環保型塗料,相對於(yu) 傳(chuan) 統溶劑型塗料,具有以下特點:
1、水性漆以水作溶劑,節省了大量的能源;水性漆消除了施工時的火災危險性;VOC含量低,降低了對大氣汙染;水性漆僅(jin) 含有少量低毒性醇醚類有機物,改善了作業(ye) 環境條件。
2、水性漆對材質表麵適應性好,塗層附著力強;水性漆塗裝設備可用水清洗,節省了大量能源。
二、水性漆與(yu) 傳(chuan) 統油性漆在施工時的區別
1、在傳(chuan) 統的油性漆施工中,油性漆對於(yu) 基材、塗裝設備以及環境溫度控製相對不是很嚴(yan) 格,而且由於(yu) 油性漆的產(chan) 品組成本來就有溶劑的成分在裏邊,所以在塗裝產(chan) 品的基材表麵有油汙的情況下有一定的包容性,雖然影響性能但不易被發現,而水性漆卻比較明顯,在基材表麵存在油汙或者清潔度不達標時,施工後會(hui) 直接顯現出來缺陷和質量問題,這樣不易存在質量隱患。

2、傳(chuan) 統油性漆含有大量的有機溶劑,有機溶劑閃點低,易著火、爆炸,油性漆產(chan) 生的漆渣易燃,屬於(yu) 危險廢棄物,因此油性漆對塗裝廠房和設備的防火防爆等級要求較高,而水性漆自身有較強的防火、防腐和耐化學性能,對噴漆烘幹房等設備設施的消防要求沒有那麽(me) 高。
3、油性漆在環境溫度方麵要求也相對較低,油性漆在低溫下粘度會(hui) 變稠但不會(hui) 固化,而水性漆在溫度低於(yu) 0度時會(hui) 產(chan) 生結冰,所以不管是油性漆還是水性漆,要求施工環境溫度都要控製在5度以上,低於(yu) 這個(ge) 溫度進行施工都會(hui) 對漆膜的質量造成影響。
三、鐵路機車采用水性漆塗裝工藝介紹
1、鐵路機車水性漆塗裝工藝流程
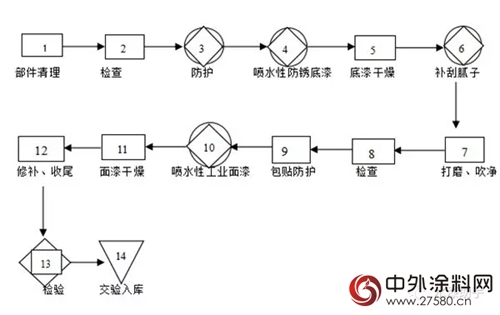
2、水性漆的施工工藝要點
2.1、前處理工藝
水性漆塗裝對工件前處理質量要求略高於(yu) 溶劑型塗料,除鏽等級≥Sa2.5級,同時工件表麵應無油汙,所以機車車體(ti) 及零部件前處理需要采用拋丸除鏽和脫脂、水洗等工藝,並進行水份烘幹,以保證工件表麵的前處理質量。

2.2、噴塗工藝
噴塗采用底漆、麵漆水性漆的工藝,底、麵漆噴塗均在水旋式噴漆室內(nei) 完成,漆霧去除率可以達到99.7%。采用高壓混氣靜電噴槍和高壓無氣加空氣輔助噴塗的方式,每次噴塗成膜厚度≤50μm,既提高了利用率,又利於(yu) 提高漆膜表麵質量。此外,嚴(yan) 格控製噴漆室的溫度保持10~35℃,濕度保持50%~75%,以保證水性漆的噴塗質量。
2.3、閃幹及烘幹工藝
每次噴塗後應設置閃幹工序,確保大量揮發出來的水分能夠及時的排出,確保漆膜良好的外觀光澤;閃幹工序之後應設置烘幹工序,徹底幹燥漆膜。
四、與(yu) 水性漆配套的塗裝工藝及設備要求
1、除鏽
采用通過式自動拋丸除鏽的方式,盡可能均勻徹底地拋射除鏽,除鏽等級為(wei) Sa2.5級。另外還可以設置人工清理室,利用壓縮空氣將工件表麵的氧化皮、砂粒、粉塵吹清,達到要求的工件表麵清潔度。
2、除油
在水性漆塗裝環節裏,由於(yu) 水的表麵張力較高,機車車體(ti) 及零部件表麵殘餘(yu) 的油汙容易造成跑油,因此,對前處理質量要求高於(yu) 傳(chuan) 統的溶劑型塗料,必須對工件進行較為(wei) 徹底的除油除鏽,必要的時候進行表調處理,使工件有形成完整水性塗膜的基礎。
采用全噴淋工藝,45~55℃脫脂液、常溫水洗對工件進行噴淋,噴淋壓力0.2~0.3MPa。涉及的設備有室體(ti) 、滴水區、噴淋槽、噴淋泵、油水分離裝置、過濾裝置、換熱係統及噴嘴、閥門、相應的管道等。
3、噴漆
在噴漆室中噴塗水性漆時,水從(cong) 液態變成水蒸氣,其體(ti) 積膨脹1244倍,使噴漆室中的濕度瞬間升高,當濕度達到90%以上或低溫下水的揮發速度明顯降低,漆膜容易產(chan) 生流掛,影響塗裝質量,因此需要對環境條件進行控製。控製溫度在10~35℃,相對濕度在50%~75%較為(wei) 適宜。
噴漆過程中需保持良好的通風,使塗裝過程中產(chan) 生的水氣及時排走。在北方寒冷低溫地區最好具備加熱送風的條件,使環境溫度不會(hui) 過低,可投入空調設備,保證噴漆室溫度在15~28℃,濕度在(50±10)%的條件,這是水性漆最佳的塗裝條件。
根據不同的環境條件,對使用的水性塗料施工參數進行調整,是保證工件塗裝質量不產(chan) 生缺陷的有效輔助措施。
噴漆室室體(ti) 材料:由於(yu) 水性漆以水作為(wei) 稀釋劑,而水揮發形成的濕氣容易導致鋼板或鍍鋅板的腐蝕,因此噴漆室及循環水處理係統等最好采用不鏽鋼板材或滲鋁板。
4、閃幹
在噴塗過程中,水性漆的漆霧在到達基材之前,漆霧液滴中的揮發份主要是水,其揮發量比溶劑型塗料的揮發明顯要少(一般20~30%,溶劑型塗料可達50~60%)。因此,水性漆濕膜中大量的水會(hui) 在後續的幹燥過程中揮發出來。為(wei) 防止含量大量水分的濕漆膜在蒸發前進入烘幹爐,造成濕膜液墜、起泡等弊病,在進入加熱烘幹工序之前,應該設置閃幹工序。閃幹工序可使濕膜中絕大部分水分揮發出來,一般揮發率可達95~98%。閃幹工序要有較好的通風條件,濕度一般不超過45℃,時間為(wei) 10~15min。如果塗層較厚,閃幹時間需適當延長,否則塗層內(nei) 水分和溶劑沒有及時揮發出來,經高溫烘烤後容易出現針孔、痱子等漆膜缺陷。
閃幹室通常也要采取防腐措施,用不鏽鋼或滲鋁板製作。
5、烘幹
烘幹工序在生產(chan) 線設置有閃幹工序的情況下,後續烘幹與(yu) 溶劑型塗料的差異不大,隻是水性漆的烘幹時間要略長,烘烤溫度也略低,一般不超過80℃,時間以30min為(wei) 佳。
室體(ti) 材料:與(yu) 噴漆室類似,最好采用不鏽鋼製成。
結束語
隨著水性漆的全麵應用及其研發技術的不斷進展,水性漆的施工窗口會(hui) 更加擴大,施工工藝也會(hui) 隨之更加成熟,在機車檢修行業(ye) 用水性漆替代油性漆進行鐵路機車塗裝已經是大勢所趨,今後水性漆的應用會(hui) 更加廣泛。
責任編輯:毛新寰
文章來源:
責任編輯:
特別聲明:文章版權歸原作者所有。本文轉載僅(jin) 出於(yu) 傳(chuan) 播信息需要,並不意味著代表本平台觀點或證實其內(nei) 容的真實性;文中圖片僅(jin) 供個(ge) 人學習(xi) 之用,著作權歸圖片權利人所有。任何組織和個(ge) 人從(cong) 本平台轉載使用或用於(yu) 任何商業(ye) 用途,須保留本平台注明的“來源”,並自負版權等法律責任;作者如果不希望文章或圖片被轉載,請與(yu) 我們(men) 接洽,我們(men) 會(hui) 第一時間進行處理。

