

自粘聚合物改性瀝青防水卷材(下稱自粘卷材)的熱老化性能關(guan) 係著自粘卷材的儲(chu) 存穩定性和施工後的使用壽命。熱老化性能主要考量自粘卷材在老化後,抗形變(最大拉力時延伸率)、抗熱脹冷縮(尺寸穩定性)、抗低溫(低溫柔性)以及與(yu) 基麵的粘結力(卷材與(yu) 鋁板的剝離強度,下稱剝離強度)這4大性能是否會(hui) 大幅下降,會(hui) 不會(hui) 影響自粘卷材發揮正常的防水效能。其中,抗形變和抗熱脹冷縮的能力主要是由聚酯胎或增強麵膜提供,而抗低溫和保持粘結力則需要自粘卷材生產(chan) 廠家根據檢測結果,實時調整配方、原料、工藝,確保熱老化後卷材的低溫柔性和剝離強度符合GB 23441—2009 《自粘聚合物改性瀝青防水卷材》的要求。這裏僅(jin) 對有胎自粘卷材老化後的低溫柔性和剝離強度進行研究。
根據GB 23441—2009 中的測試要求,自粘卷材的熱老化測試分為(wei) 5個(ge) 步驟,共需至少10 d時間:
1)生產(chan) 後放置在(23±2) ℃的環境下24 h;
2)裁切好低溫柔性和剝離強度的測試試件,並將試件水平放入(70±2) ℃烘箱中7 d;
3)取出試件,放置在(23±2) ℃的環境下24 h;
4)粘貼卷材與(yu) 鋁板的剝離強度試件,放置在(23±2) ℃的環境下24 h;
5)測試剝離強度和低溫柔性。
按照配方(瀝青:50%,軟化油:10%,SBS:4%,SIS:4%,SBR:4%,輪胎膠粉:5%,滑石粉:23%)進行9組小試實驗,第1組實驗原料均未經熱老化處理,第9組實驗原料全部經熱老化處理,其餘(yu) 2~8組實驗每組隻選取一種經熱老化處理過的原料(其餘(yu) 原料均不經熱老化處理),測試每組實驗自粘卷材的低溫柔性極限和剝離強度,結果見表1。

從(cong) 上述實驗結果可以得知:
1)瀝青未見明顯老化,耐熱老化能力優(you) 秀。
2)傳(chuan) 統認為(wei) 對自粘卷材熱老化性能影響很大的軟化油和輪胎膠粉實際影響並不大。
3)SBR熱老化後製得的自粘卷材低溫柔性和剝離強度均明顯下降。
4)SIS熱老化後製得的自粘卷材低溫柔性也不理想。
5)SBS熱老化後製得的自粘卷材低溫柔性下降,但剝離強度卻上升了。
剝離強度的高低,一方麵受到自粘卷材配方的影響,另一方麵還受到離型膜上矽油轉移造成的離型效應的影響。
在離型膜的矽油塗布、固化生產(chan) 過程中,任何一款乙烯基矽油或丙烯酸基矽油在固化反應時都不能達到100%完全反應。離型膜行業(ye) 一般用殘餘(yu) 黏著率來表示一款離型膜的矽轉移量,殘餘(yu) 黏著率越高,表明該款離型膜經標準膠帶粘附後保留的離型性能越好,轉移的矽油量越低,性能越理想。
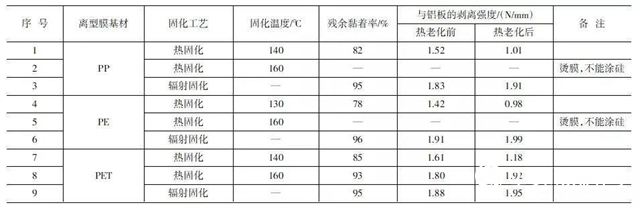
從(cong) 上述實驗結果可以得知:
1)熱固化溫度越高,生產(chan) 的離型膜殘餘(yu) 黏著率越高,對自粘卷材剝離強度的影響越小。
2)輻射固化整體(ti) 效果好於(yu) 130 ℃或140 ℃熱固化,但當熱固化溫度能提高到160 ℃時,輻射固化和熱固化效果沒有明顯差別。
各類材質或固化工藝的離型膜應用於(yu) 自粘卷材各有優(you) 劣,需要注意以下4點:
1)輻射固化離型膜在建築防水行業(ye) 的應用比較少見,主要是因為(wei) 采用輻射固化工藝生產(chan) 的離型膜成本較熱固化工藝生產(chan) 的高近一倍,故應充分衡量投入的成本是否合適。
2)PP和PE材質的離型膜在塗矽過程中不能承受160 ℃的熱固化溫度,而當熱固化溫度下降至PP和PE材質能承受的130 ℃和140 ℃時,矽油的固化反應會(hui) 更加不完全,將這種離型膜粘附在自粘卷材上後,大量未固化的矽油會(hui) 從(cong) 離型膜表麵轉移到自粘卷材的改性瀝青自粘層上,從(cong) 而使剝離強度大幅下降。特別是經過70 ℃熱老化時,會(hui) 造成更多的矽油轉移,剝離強度的下降愈加明顯。故在130 ℃和140 ℃熱固化的離型膜不能滿足自粘卷材的生產(chan) 使用需求。
3)PET材質的離型膜由於(yu) 耐溫性好,能承受160 ℃的熱固化溫度,故在160 ℃下熱固化的PET離型膜對自粘卷材熱老化前後的剝離強度影響不大,能滿足自粘卷材的生產(chan) 使用需求。但由於(yu) PET薄膜相比於(yu) PE、PP薄膜,存在易脆易撕裂的材質缺陷、塗矽工藝良莠不齊(甚至直接用進口的廢料分切)、自粘卷材成品收卷後PET膜一麵會(hui) 產(chan) 生橫向皺紋、施工工地有廢舊塑料膜回收等問題,嚴(yan) 重製約了PET離型膜的推廣和發展。
4)夏季天氣炎熱,改性瀝青自粘層初粘性好,離型膜的塗矽量需增加,這樣會(hui) 帶來更多未完全固化的矽油,使得離型膜殘餘(yu) 黏著率降低,從(cong) 而降低自粘卷材的剝離強度;冬季則相反。
選取殘餘(yu) 黏著率大於(yu) 90%的4款離型膜進行生產(chan) 測試,成型溫度分別為(wei) 160 ℃、170 ℃、180 ℃和190 ℃,生產(chan) 配方仍按照上文提到的實驗配方(瀝青:50%,軟化油:10%,SBS:4%,SIS:4%,SBR:4%,輪胎膠粉:5%,滑石粉:23%),測試製得的自粘卷材熱老化前後的剝離強度,具體(ti) 如表3所示。
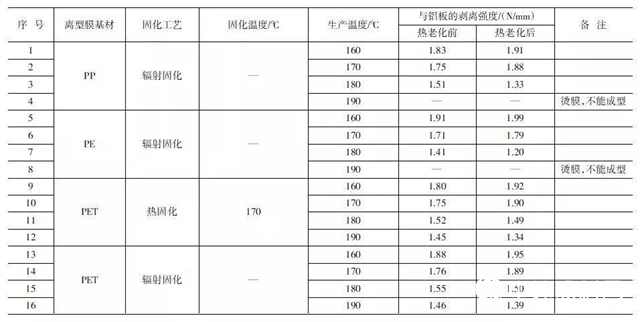
從(cong) 上述實驗結果可以得知:
1)自粘卷材成型溫度越高,自粘卷材在熱老化前後的剝離強度越低。
2)低溫成型有利於(yu) 自粘卷材熱老化前後剝離強度的提升。
在製定自粘卷材成型工藝溫度時,還需注意以下3點:
1)成型溫度過低時,塗蓋料黏度增大,會(hui) 造成生產(chan) 時產(chan) 品厚薄不均、胎基不帶料以及胎基拉縮等質量問題。
2)成型溫度過高時,不但會(hui) 造成燙膜等外觀缺陷,還會(hui) 損壞離型膜基材的分子結構及矽油的粘附,從(cong) 而影響離型膜的殘餘(yu) 黏著率,進一步影響自粘卷材的剝離強度。
3)成型溫度應和塗蓋料本身黏度相匹配,塗蓋料黏度越大,成型溫度應越高;成型溫度還應與(yu) 設備冷卻效果相匹配,冷卻效果越好,冷卻水水溫越低,能適應的成型溫度就越高。
來源:大禹九鼎
責任編輯:李謹之
(更多資訊請登錄:神秘彩金随机派发规则 www.dgfyfs.com)
文章來源:
責任編輯:
特別聲明:文章版權歸原作者所有。本文轉載僅(jin) 出於(yu) 傳(chuan) 播信息需要,並不意味著代表本平台觀點或證實其內(nei) 容的真實性;文中圖片僅(jin) 供個(ge) 人學習(xi) 之用,著作權歸圖片權利人所有。任何組織和個(ge) 人從(cong) 本平台轉載使用或用於(yu) 任何商業(ye) 用途,須保留本平台注明的“來源”,並自負版權等法律責任;作者如果不希望文章或圖片被轉載,請與(yu) 我們(men) 接洽,我們(men) 會(hui) 第一時間進行處理。

