


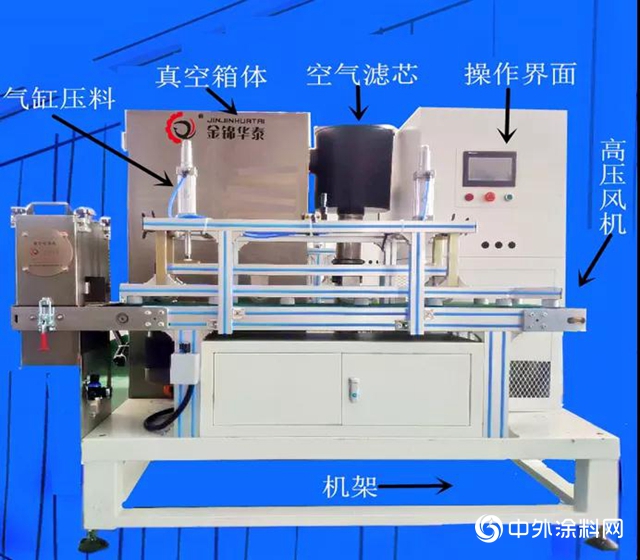
真空噴塗主要用於(yu) 透氣窗、相框、踢腳線以及門套等平麵或異型線條的塗裝,其設備連線簡單,底漆麵漆可連線生產(chan) 、安裝組合便捷,適用於(yu) UV塗料施工。
#忽略工件尺寸
機械化塗裝設備對工件尺寸都有要求,真空噴塗機也不例外,但不同廠家的設備具體(ti) 要求存在差異。一般而言,真空噴塗時,工件最短不能低於(yu) 600毫米,最寬不超過300毫米,最高不超過100毫米,生產(chan) 前要確認,否則無法完成塗裝。
#忽視塗料箱體(ti) 清潔
由於(yu) 真空噴塗的塗料是100%循環使用的,在工作中會(hui) 把工件中的雜質和顆粒帶到塗料箱中,機器周圍環境不好也會(hui) 造成對塗料的汙染,所以必須確保機器清潔,特別是儲(chu) 油倉(cang) 清潔。
#塗布量設置不準
塗布量大小直接影響塗裝效果,塗布量太大則不易幹燥,塗布量太小則很難流平,漆膜表麵效果差。真空噴塗施工時應調節機器箱體(ti) 頂部進氣閥門或調節風機轉速來設定噴塗量。另外,輸送速度也會(hui) 影響塗布量,速度越快塗布越厚,反之越薄。一般情況下,塗布量控製在 15-25g/m²較為(wei) 適宜,實際塗裝時要考慮素材導管深淺和塗裝效果的需要。
#塗料的黏度
真空噴塗UV塗料都是無溶劑塗料,需要加熱,如果加熱溫度過低或加熱時間過短,黏度還未達到施工要求就進行施工,會(hui) 影響整個(ge) 塗料塗裝效果。一般情況下將塗料加熱到75-80℃比較合適。
#使用前檢查調試
開機前要對設備做全麵檢查調試。一要確保塗料不低於(yu) 20kg;二要確保進氣氣壓不低於(yu) 6bar;三要檢查過濾網、過濾芯,確保通暢且過濾有效,如有堵塞,應及時清理幹淨;四要檢查固化機燈管,根據工件尺寸和形狀調整照射距離和角度,確保燈管不觸碰工件;五要檢查箱門及輸送帶,確保箱門關(guan) 閉,輸送帶無異物;六要確保進出倉(cang) 模具的外形與(yu) 工件保持高度吻合,工件外徑與(yu) 模具進出口四周間隙盡量控製在2~3mm為(wei) 宜。

#使用中巡線維護
設備運行過程中要及時巡線,遇到卡料時立即停止放料並及時處理,同時要隨時檢查傳(chuan) 送帶是否有跑偏現象;除此之外,還要關(guan) 注塗布量,定時檢查油漆容量、過濾係統和噴油模具。
#使用後清洗保養(yang)
設備使用後,應定期放出儲(chu) 油倉(cang) 內(nei) 殘餘(yu) 油漆,加入適量稀釋劑,開機自動循環清洗5~10分鍾,確保管路暢通和箱體(ti) 清潔,然後關(guan) 機排出殘餘(yu) 稀料,用抹布沾取適量稀釋劑擦拭殘留油漬、汙漬。同時清潔燈管、輸送帶並檢查各項電氣線路、管道和軸承部件,定期加注機油或黃油。需要提醒的是:清洗時請不要打開風機。

希望廣大家具企業(ye) 了解上述內(nei) 容,合理選用設備,用好設備,從(cong) 而提升生產(chan) 效率和產(chan) 品品質。
來源:家具漆
責任編輯:毛新寰
(更多資訊請登錄:神秘彩金随机派发规则 www.dgfyfs.com)
文章來源:
責任編輯:
特別聲明:文章版權歸原作者所有。本文轉載僅(jin) 出於(yu) 傳(chuan) 播信息需要,並不意味著代表本平台觀點或證實其內(nei) 容的真實性;文中圖片僅(jin) 供個(ge) 人學習(xi) 之用,著作權歸圖片權利人所有。任何組織和個(ge) 人從(cong) 本平台轉載使用或用於(yu) 任何商業(ye) 用途,須保留本平台注明的“來源”,並自負版權等法律責任;作者如果不希望文章或圖片被轉載,請與(yu) 我們(men) 接洽,我們(men) 會(hui) 第一時間進行處理。

