


木家具漆在塗裝過程中,難免會(hui) 因為(wei) 一些因素導致塗裝漆病問題的發生。常見的塗裝問題有,發白、發朦,附著力差、流掛、黃變、顆粒、痱子、漲筋(導管凸起)、起皺、開裂、咬底、氣泡、橘皮、針孔等。本次主要分享「起泡」、「顆粒」問題的解決(jue) 方法。
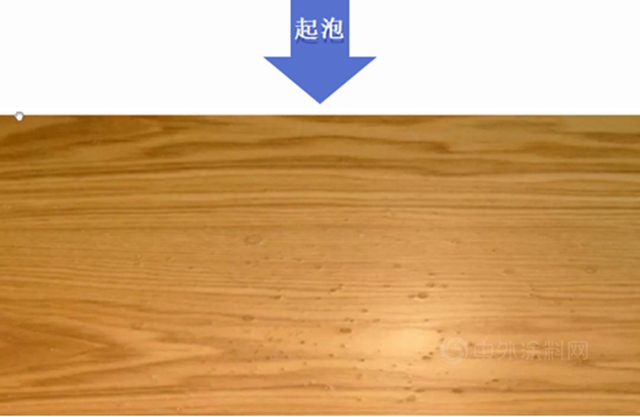
原因分析
★塗料的粘度過高。單次噴塗過厚;
☆溫度過高,稀釋劑揮發(幹燥)太快;
★深導管未填充到位。基底處理不到位;
☆多道噴塗時,前一道漆膜未幹透就進行下一道塗裝;
★打磨不良。
☆噴塗氣壓過大,氣管內(nei) 混有水分。
★木材含水率過高。
解決(jue) 方法
◆嚴(yan) 格控製木材的含水率;
◇塗料調整適合施工工具的粘度後再施工;
◆嚴(yan) 苛管理施工環境的溫濕度。自然待幹時間要合理。
◇基底處理要到位。必要時作封閉或填充處理。
◆不可一次厚塗(建議多道薄塗);單次噴塗幹燥後要先砂光再進行下一道塗裝。
◇氣壓、油壓檢查,調整好。
◆空壓機要勤於(yu) 養(yang) 護,換水,空氣要過濾後使用。
◇已產(chan) 生氣泡的工件表麵,需研磨整修後再塗裝。
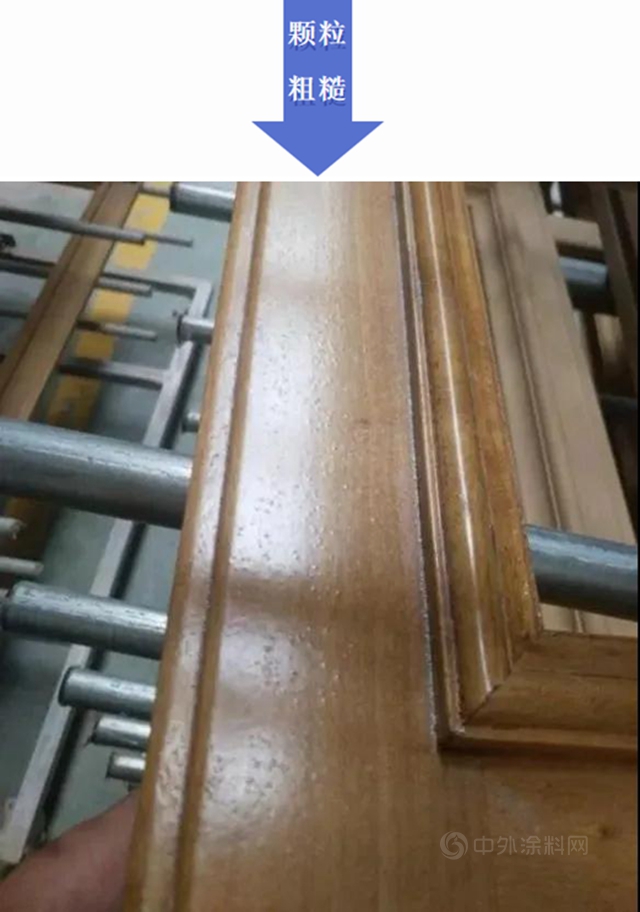
原因分析
★塗料存放時間過長,變質絮凝細度不合格。
☆塗料使用前未充分攪拌均勻,過濾。
★基材打磨除塵不到位,有異物或雜質殘留。
☆稀釋劑與(yu) 塗料不匹配。
★塗裝環境粉塵過大,汙染嚴(yan) 重。
☆噴塗噴槍與(yu) 噴塗件距離太遠,霧化後漆料在到達工件前稀釋劑揮發,導致漆膜到達工件麵時失去(濕潤)流動性,而形成顆粒。
★噴塗口徑小、壓力大,也會(hui) 造成顆粒。
☆塗裝工具(噴頭、刷子、滾筒)不夠清潔,有殘渣混入。

某家具廠現場
解決(jue) 方法
◆確認作業(ye) 環境的清潔度,粉塵、排風,溫度濕度管理。
◇使用保質期內(nei) 細度合格的塗料產(chan) 品。
◆塗料調配後充分攪拌均勻,先用200目過濾後再使用。
◇調配後的漆料避免放太久,而增稠。
◆工件打磨後,粉塵要清理幹淨防止雜質混入。
◇保持塗裝工具、工件整潔、氣管清潔。
◆選擇合適的噴頭口徑,合理的噴塗距離(大約30cm)
◇塗飾麵出現顆粒時,待漆膜徹底幹透後,先用細砂紙仔細研磨平整,除塵清潔後,再重新塗裝。
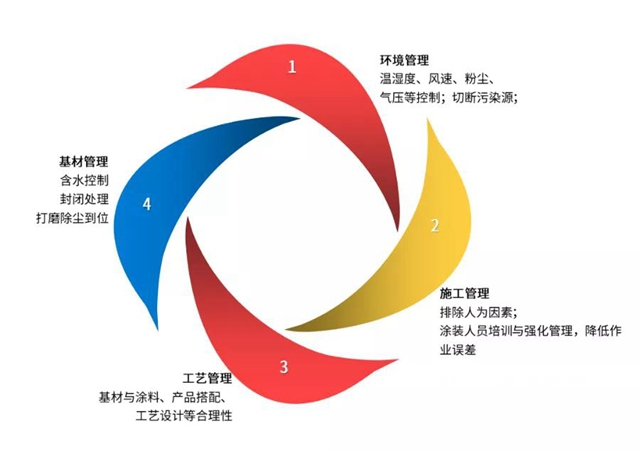
塗裝管理基本要素
文章來源:大寶漆
責任編輯:陸虎
特別聲明:文章版權歸原作者所有。本文轉載僅(jin) 出於(yu) 傳(chuan) 播信息需要,並不意味著代表本平台觀點或證實其內(nei) 容的真實性;文中圖片僅(jin) 供個(ge) 人學習(xi) 之用,著作權歸圖片權利人所有。任何組織和個(ge) 人從(cong) 本平台轉載使用或用於(yu) 任何商業(ye) 用途,須保留本平台注明的“來源”,並自負版權等法律責任;作者如果不希望文章或圖片被轉載,請與(yu) 我們(men) 接洽,我們(men) 會(hui) 第一時間進行處理。

